
Page 142 - 现代电子技术及应用研究
P. 142
Research on Modern Electronic Technology and Application
现代电子技术及应用研究
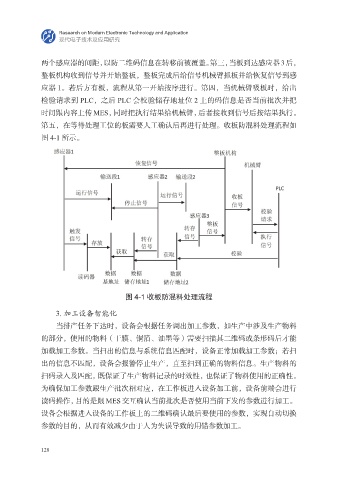
两个感应器的间距,以防二维码信息在转移前被覆盖。第三,当板到达感应器3后,
整板机构收到信号并开始整板,整板完成后给信号机械臂抓板并给恢复信号到感
应器 1。若后方有板,流程从第一开始按序进行。第四,当机械臂吸板时,给出
检验请求到 PLC,之后 PLC 会校验储存地址位 2 上的码信息是否当前批次并把
时间跟内容上传 MES,同时把执行结果给机械臂,后者接收到信号后按结果执行。
第五,在等待处理工位的板需要人工确认后再进行处理。收板防混料处理流程如
图 4-1 所示。
图 4-1 收板防混料处理流程
3. 加工设备智能化
当排产任务下达时,设备会根据任务调出加工参数,如生产中涉及生产物料
的部分,使用的物料(干膜、铜箔、油墨等)需要扫描其二维码或条形码后才能
加载加工参数。当扫出的信息与系统信息匹配时,设备正常加载加工参数;若扫
出的信息不匹配,设备会报警停止生产,直至扫到正确的物料信息。生产物料的
扫码录入及匹配,既保证了生产物料记录的时效性,也保证了物料使用的正确性。
为确保加工参数跟生产批次相对应,在工作板进入设备加工前,设备前端会进行
读码操作,目的是跟 MES 交互确认当前批次是否使用当前下发的参数进行加工。
设备会根据进入设备的工作板上的二维码确认最后要使用的参数,实现自动切换
参数的目的,从而有效减少由于人为失误导致的用错参数加工。
128