
Page 308 - 机械制造及其自动化
P. 308
机械制造及其自动化
Mechanical Manufacturing and Its Automation
分机的驱动轴等;另一种为盘类产品,主要加工零件有筛分机的轴承座、轴承座
压盘、破碎机的油缸等。
在确认技改目标对象后,该企业技术团队与设备厂家进行了多次技术交流,
重新制定新的零件加工工艺,核算零件加工节拍,并进行了加工样品试制,最终
确定了设备选型;使用一台铣打专机及两台卧式车铣复合加工中心,组成一个加
工单元,加工轴类产品;使用三台立式车铣复合加工中心,组成一个加工单元、
加工盘类产品。
(三)工艺分析
1.轴类产品
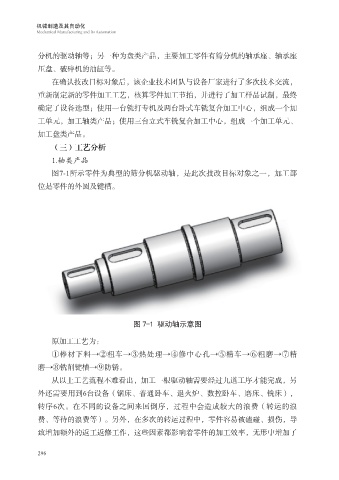
图7-1所示零件为典型的筛分机驱动轴,是此次技改目标对象之一,加工部
位是零件的外圆及键槽。
图 7-1 驱动轴示意图
原加工工艺为:
①棒材下料→②粗车→③热处理→④修中心孔→⑤精车→⑥粗磨→⑦精
磨→⑧铣削键槽→⑨防锈。
从以上工艺流程不难看出,加工一根驱动轴需要经过九道工序才能完成,另
外还需要用到6台设备(锯床、普通卧车、退火炉、数控卧车、磨床、铣床),
转序6次。在不同的设备之间来回倒序,过程中会造成较大的浪费(转运的浪
费、等待的浪费等)。另外,在多次的转运过程中,零件容易被磕碰、损伤,导
致增加额外的返工返修工作,这些因素都影响着零件的加工效率,无形中增加了
296