
Page 146 - 数值模拟驱动的高温合金热加工技术
P. 146
Numerical Simulation Driven Hot Working Technology for High-temperature Alloys
数值模拟驱动的高温合金热加工技术
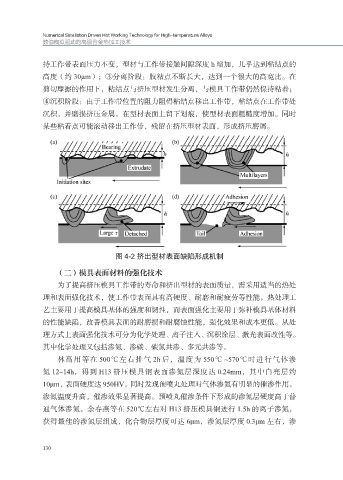
持工作带表面压力不变,型材与工作带接触间隙深度 h 增加,几乎达到粘结点的
高度(约 30µm);③分离阶段:胶粘点不断长大,达到一个很大的高宽比。在
剪切摩擦的作用下,粘结点与挤压型材发生分离,与模具工作带仍然保持粘着;
④沉积阶段:由于工作带位置的阻力阻碍粘结点移出工作带,粘结点在工作带处
沉积,并磨损挤压金属,在型材表面上留下划痕,使型材表面粗糙度增加。同时
某些粘着点可能滚动移出工作带,残留在挤压型材表面,形成挤压磨屑。
图 4-2 挤出型材表面缺陷形成机制
(二)模具表面材料的强化技术
为了提高挤压模具工作带的寿命和挤出型材的表面质量,需采用适当的热处
理和表面强化技术,使工作带表面具有高硬度、耐磨和耐疲劳等性能。热处理工
艺主要用于提高模具基体的强度和韧性,而表面强化主要用于弥补模具基体材料
的性能缺陷,改善模具表面的耐磨损和耐腐蚀性能,强化效果和成本更低。从处
理方式上表面强化技术可分为化学处理、离子注入、沉积涂层、激光表面改性等。
其中化学处理又包括渗氮、渗碳、碳氮共渗、多元共渗等。
林高用等在 500℃左右排气 2h 后,温度为 550℃ ~570℃时进行气体渗
氮 12~14h,得到 H13 挤压模具钢表面渗氮层深度达 0.24mm,其中白亮层约
10μm,表面硬度达 950HV。同时发现预喷丸处理对气体渗氮有明显的催渗作用。
渗氮温度升高,催渗效果显著提高。预喷丸催渗条件下形成的渗氮层硬度高于普
通气体渗氮。余春燕等在 520℃左右对 H13 挤压模具钢进行 1.5h 的离子渗氮,
获得最佳的渗氮层组成,化合物层厚度可达 6μm,渗氮层厚度 0.3μm 左右,渗
130