
Page 196 - 机电自动化在工程机械制造中的应用
P. 196
机电自动化在工程机械制造中的应用
Application of Electromechanical Automation in Engineering Machinery Manufacturing
了立体视觉试验系统,定量的测量虹膜组织生物力学性能与瞳孔阻滞力。文中探
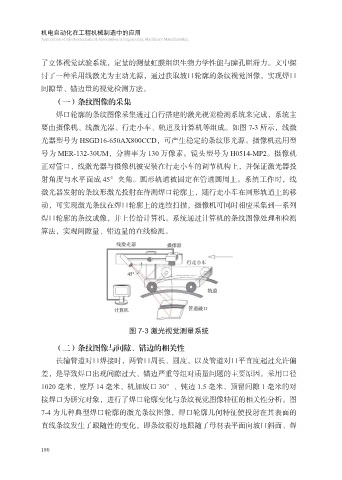
讨了一种采用线激光为主动光源,通过获取坡口轮廓的条纹视觉图像,实现焊口
间隙量、错边量的视觉检测方法。
(一)条纹图像的采集
焊口轮廓的条纹图像采集通过自行搭建的激光视觉检测系统来完成,系统主
要由摄像机、线激光器、行走小车、轨道及计算机等组成。如图 7-3 所示,线激
光器型号为 HSGD16-650AX800CCD,可产生稳定的条纹形光源。摄像机选用型
号为 MER-132-30UM,分辨率为 130 万像素。镜头型号为 H0514-MP2。摄像机
正对管口,线激光器与摄像机被安装在行走小车的调节机构上,并保证激光器投
射角度与水平面成 45°夹角。圆形轨道被固定在管道圆周上。系统工作时,线
激光器发射的条纹形激光投射在待测焊口轮廓上,随行走小车在圆形轨道上的移
动,可实现激光条纹在焊口轮廓上的连续扫描,摄像机可同时相应采集到一系列
焊口轮廓的条纹成像,并上传给计算机。系统通过计算机的条纹图像处理和检测
算法,实现间隙量、错边量的在线检测。
图 7-3 激光视觉测量系统
(二)条纹图像与间隙、错边的相关性
长输管道对口焊接时,两管口周长、圆度,以及管道对口平直度超过允许偏
差,是导致焊口出现间隙过大、错边严重等组对质量问题的主要原因。采用口径
1020 毫米、壁厚 14 毫米、机加坡口 30°、钝边 1.5 毫米、预留间隙 1 毫米的对
接焊口为研究对象,进行了焊口轮廓变化与条纹视觉图像特征的相关性分析。图
7-4 为几种典型焊口轮廓的激光条纹图像,焊口轮廓几何特征使投射在其表面的
直线条纹发生了跟随性的变化,即条纹很好地跟随了母材表平面向坡口斜面、焊
180