
Page 197 - 机电自动化在工程机械制造中的应用
P. 197
第七章 自动化切割及检测技术
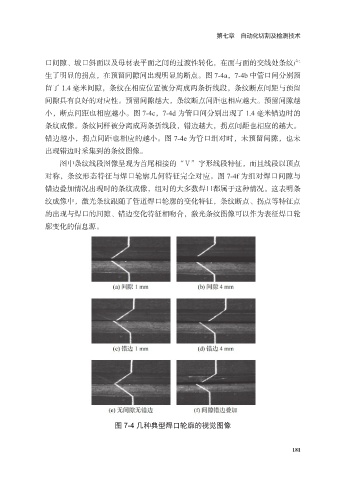
口间隙、坡口斜面以及母材表平面之间的过渡性转化,在面与面的交线处条纹产
生了明显的拐点,在预留间隙间出现明显的断点。图 7-4a,7-4b 中管口间分别预
留了 1.4 毫米间隙,条纹在相应位置被分离成两条折线段,条纹断点间距与预留
间隙具有良好的对应性。预留间隙越大,条纹断点间距也相应越大。预留间隙越
小,断点间距也相应越小。图 7-4c,7-4d 为管口间分别出现了 1.4 毫米错边时的
条纹成像。条纹同样被分离成两条折线段,错边越大,拐点间距也相应的越大。
错边越小,拐点间距也相应的越小。图 7-4e 为管口组对时,未预留间隙,也未
出现错边时采集到的条纹图像。
图中条纹线段图像呈现为首尾相接的“V”字形线段特征,而且线段以顶点
对称,条纹形态特征与焊口轮廓几何特征完全对应。图 7-4f 为组对焊口间隙与
错边叠加情况出现时的条纹成像,组对的大多数焊口都属于这种情况。这表明条
纹成像中,激光条纹跟随了管道焊口轮廓的变化特征,条纹断点、拐点等特征点
的出现与焊口的间隙、错边变化特征相吻合,激光条纹图像可以作为表征焊口轮
廓变化的信息源。
图 7-4 几种典型焊口轮廓的视觉图像
181