
Page 198 - 机电自动化在工程机械制造中的应用
P. 198
机电自动化在工程机械制造中的应用
Application of Electromechanical Automation in Engineering Machinery Manufacturing
(三)条纹的坐标化
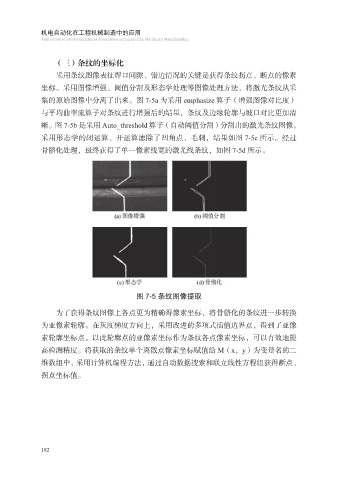
采用条纹图像表征焊口间隙、错边情况的关键是获得条纹拐点、断点的像素
坐标。采用图像增强、阈值分割及形态学处理等图像处理方法,将激光条纹从采
集的原始图像中分离了出来。图 7-5a 为采用 emphasize 算子(增强图像对比度)
与平均曲率流算子对条纹进行增强后的结果,条纹及边缘轮廓与坡口对比更加清
晰。图 7-5b 是采用 Auto_threshold 算子(自动阈值分割)分割出的激光条纹图像。
采用形态学的闭运算、开运算滤除了凹角点、毛刺,结果如图 7-5c 所示。经过
骨骼化处理,最终获得了单一像素线宽的激光线条纹,如图 7-5d 所示。
图 7-5 条纹图像提取
为了获得条纹图像上各点更为精确得像素坐标,将骨骼化的条纹进一步转换
为亚像素轮廓。在灰度梯度方向上,采用改进的多项式插值边界点,得到了亚像
素轮廓坐标点。以此轮廓点的亚像素坐标作为条纹各点像素坐标,可以有效地提
高检测精度。将获取的条纹单个离散点像素坐标赋值给 M(x,y)为变量名的二
维数组中,采用计算机编程方法,通过自动数据搜索和联立线性方程组获得断点、
拐点坐标值。
182