
Page 207 - 现代化工程建设技术与理论创新
P. 207
第六章 燃气工程施工技术与管理探讨
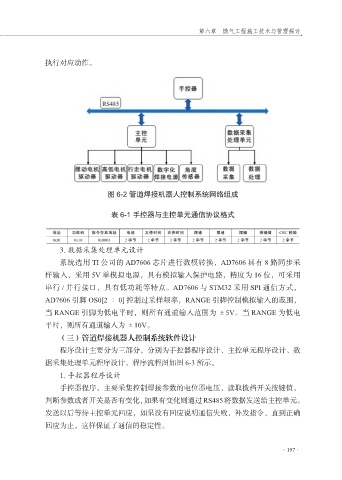
执行对应动作。
图 6-2 管道焊接机器人控制系统网络组成
表 6-1 手控器与主控单元通信协议格式
3. 数据采集处理单元设计
系统选用 TI 公司的 AD7606 芯片进行数模转换,AD7606 具有 8 路同步采
样输入,采用 5V 单模拟电源,具有模拟输入保护电路,精度为 16 位,可采用
串行 / 并行接口,具有低功耗等特点。AD7606 与 STM32 采用 SPI 通信方式,
AD7606 引脚 OS0[2 ∶ 0] 控制过采样频率,RANGE 引脚控制模拟输入的范围,
当 RANGE 引脚为低电平时,则所有通道输入范围为 ±5V。当 RANGE 为低电
平时,则所有通道输入为 ±10V。
(三)管道焊接机器人控制系统软件设计
程序设计主要分为三部分,分别为手控器程序设计、主控单元程序设计、数
据采集处理单元程序设计,程序流程图如图 6-3 所示。
1. 手控器程序设计
手控器程序,主要采集控制焊接参数的电位器电压,读取拨档开关按键值,
判断参数或者开关是否有变化,如果有变化则通过RS485将数据发送给主控单元。
发送以后等待主控单元回应,如果没有回应说明通信失败,补发指令,直到正确
回应为止,这样保证了通信的稳定性。
·197·