
Page 205 - 现代化工程建设技术与理论创新
P. 205
第六章 燃气工程施工技术与管理探讨
种典型工况下单熔池双丝接头上的金属流动行为进行仿真计算。根据计算结果绘
制出相应条件下两种坡口形式的应力,当双熔池长度相同时,M 型接头比准 Z 字
型接头热影响区范围更大。当熔深不变时,随着送丝速度增大,热影响区内最大
拉应力减小,但残余压应力值增加。M+V 型坡口中热影响区面积比 W 型小很多,
但是由于熔深较窄,T 型接头热影响区较大且有明显集中现象。为了获得较高的
熔透程度和良好的力学性能,应尽量选用大直径焊丝,并且适当延长送丝时间。
九、管道自动焊接机器人控制系统
(一)管道焊接机器人系统
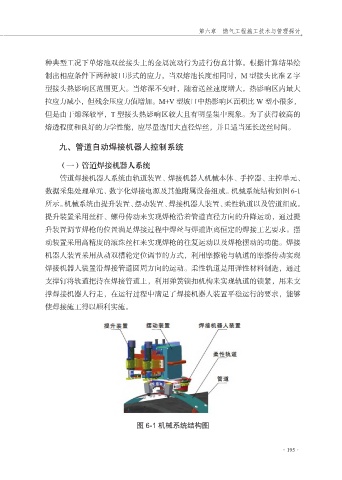
管道焊接机器人系统由轨道装置、焊接机器人机械本体、手控器、主控单元、
数据采集处理单元、数字化焊接电源及其他附属设备组成。机械系统结构如图 6-1
所示。机械系统由提升装置、摆动装置、焊接机器人装置、柔性轨道以及管道组成。
提升装置采用丝杆、螺母传动来实现焊枪沿着管道直径方向的升降运动,通过提
升装置调节焊枪的位置满足焊接过程中焊丝与焊道距离恒定的焊接工艺要求。摆
动装置采用高精度的滚珠丝杠来实现焊枪的往复运动以及焊枪摆动的功能。焊接
机器人装置采用从动双槽轮定位调节的方式,利用摩擦轮与轨道的摩擦传动实现
焊接机器人装置沿焊接管道圆周方向的运动。柔性轨道是用弹性材料制造,通过
支撑钉将轨道把持在焊接管道上,利用弹簧锁扣机构来实现轨道的锁紧,用来支
撑焊接机器人行走,在运行过程中满足了焊接机器人装置平稳运行的要求,能够
使焊接施工得以顺利实施。
图 6-1 机械系统结构图
·195·