
Page 62 - 2023第二届世界前沿科技大会会议论文集
P. 62
(4)对防腐剂的品牌和规格的选择。纺丝 的环境温度。对于温度问题,前面已做优化——
生产车间在使用防腐剂时,需加强对防腐剂型号 增加冷却装置。针对油剂乳液停留时间的增加,
选型的把关,并在生产过程中不断总结防腐剂品 在实际操作过程中,笔者公司生产车间采取降低
牌的杀菌效果和抑菌作用。选择合适的防腐剂型 卷绕油剂储槽液位,即减少了卷绕楼层的停留时
号,不仅能提高对纺丝油剂乳液的防腐作用,还 间,再将纺丝楼层的油剂槽液位控制在尽可能低
对提高纺丝生产的稳定性和平顺性有着比较重 的液位(需保证供油充足、稳定,避免断油),
要的作用。笔者公司纺丝车间在防腐剂选型初期, 目的是减少停留时间。目前生产用油剂能够正常
基本以日本、德国的进口防腐剂为主。这类进口 使用,无腐败现象。
防腐剂杀菌和抑菌的效果较好,经较长一段时间 (6)对油剂乳液循环管路、储油槽进行周
的使用后,油剂乳液没有腐败的情况发生,防腐 期性清洗,彻底消杀管路内部细菌。有光 FDY
效果良好。后期随着化纤生产成本竞争,笔者公 长丝生产,一般会 1~2 年进行一次停机大检修。
司纺丝车间为降本节耗,开始逐步引进国产防腐 笔者公司生产车间进行停机检修,一般情况下均
[4]
剂,并跟踪观察油剂的腐败情况。各型号对比见 采用调配低浓度双氧水进行清洗消杀 。将低浓
表 1。 度双氧水按照一定的质量分数(5%~10%)进行
表 1 各型号防腐剂防腐情况 调配,再对所有油剂管路循环系统、储油槽等进
防腐剂型号 产地 防腐效果 抑菌时间 行清洗、杀菌。消杀方式为在油剂管路循环系统
FY 油剂防腐剂 日本 良好 大于 7 天 内灌满调配好的双氧水,浸泡一定时间,后开启
油剂泵进行循环清洗。在排掉循环使用过的双氧
FW 油剂防腐剂 日本 良好 7 天
水后,在油剂管路循环系统中注入纯净水,再次
BFZ-2 防腐剂 德国 良好 6 天
开启油剂泵进行循环清洗,最终达到管路清洗结
BFZ-1 防腐剂 德国 良好 6.5 天 果。通过周期性清洗,油剂乳液循环管路达到了
国产防腐剂 南京 一般 3 至 5 天 良好的清洁杀菌效果,极大地减少了油剂腐败的
情况,为有光 FDY 纺丝生产的稳定运行提供了
从表 1 可以看出,国产防腐剂的杀菌、抑菌
有力保障。
效能和时间与进口防腐剂相比确实存在一定差
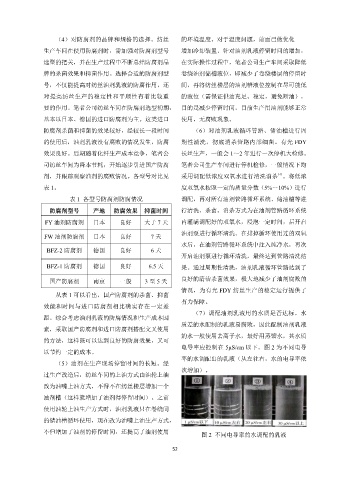
(7)调配油剂乳液用的水质是否达标。水
距。综合考虑油剂乳液的防腐情况和生产成本因
质差的水配制的乳液易腐败,因此配制油剂乳液
素,采取国产防腐剂和进口防腐剂搭配交叉使用
的水一般使用去离子水,最好用蒸馏水,其水质
的方法,这样既可以达到良好的防腐效果,又可
电导率应控制在 5μS/cm 以下。图 2 为不同电导
以节约一定的成本。
率的水调配出的乳液(从左往右,水的电导率依
(5)油剂在生产现场停留时间的长短。经
次增加)。
过生产改造后,纺丝车间的上油方式由油轮上油
改为油嘴上油方式,不得不在纺丝楼层增加一个
油剂槽(这样就增加了油剂得停留时间)。之前
使用油轮上油生产方式时,油剂乳液只在卷绕间
的储油槽循环使用,现在改为油嘴上油生产方式,
不但增加了油剂的停留时间,还提高了油剂使用
图 2 不同电导率的水调配的乳液
52