
Page 188 - 生态环境监测及环保技术发展
P. 188
生态环境监测及环保技术发展
Ecological Environment Monitoring and Development of Environmental Protection Technology
3
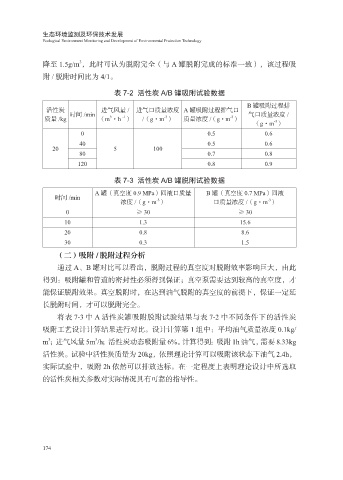
降至 1.5g/m ,此时可认为脱附完全(与 A 罐脱附完成的标准一致),该过程吸
附 / 脱附时间比为 4/1。
表 7-2 活性炭 A/B 罐吸附试验数据
B 罐吸附过程排
活性炭 时间 /min 进气风量 / 进气口质量浓度 A 罐吸附过程排气口 气口质量浓度 /
-1
-3
3
-3
质量 /kg (m ·h ) /(g·m ) 质量浓度 /(g·m )
-3
(g·m )
0 0.5 0.6
40 0.5 0.6
20 5 100
80 0.7 0.8
120 0.8 0.9
表 7-3 活性炭 A/B 罐脱附试验数据
A 罐(真空度 0.9 MPa)回液口质量 B 罐(真空度 0.7 MPa)回液
时间 /min
-3
-3
浓度 /(g·m ) 口质量浓度 /(g·m )
0 ≥ 30 ≥ 30
10 1.3 15.6
20 0.8 8.6
30 0.3 1.5
(二)吸附 / 脱附过程分析
通过 A、B 罐对比可以看出,脱附过程的真空度对脱附效率影响巨大,由此
得到:吸附罐和管道的密封性必须得到保证;真空泵需要达到较高的真空度,才
能保证脱附效果。真空脱附时,在达到油气脱附的真空度的前提下,保证一定延
长脱附时间,才可以脱附完全。
将表 7-3 中 A 活性炭罐吸附脱附试验结果与表 7-2 中不同条件下的活性炭
吸附工艺设计计算结果进行对比。设计计算第 1 组中:平均油气质量浓度 0.1kg/
m ;进气风量 5m /h;活性炭动态吸附量 6%。计算得到:吸附 1h 油气,需要 8.33kg
3
3
活性炭。试验中活性炭质量为 20kg,依照理论计算可以吸附该状态下油气 2.4h,
实际试验中,吸附 2h 依然可以排放达标。在一定程度上表明理论设计中所选取
的活性炭相关参数对实际情况具有可靠的指导性。
174