
Page 70 - 建筑工程结构检测方法及质量控制
P. 70
建筑工程结构检测方法及质量控制
Inspection Method and Quality Control of Architectural Engineering Structure
由图 2-4 可知,1 号试板为无缺陷试板,检测图像亦显示无明显缺陷;2 号
试板的缺陷为胶带+细砂,检测图像显示有明显的缺陷,缺陷位置与预制缺陷位
置基本相同;3 号试板为中间漆未干透,检测图像显示有明显的缺陷,其条带状
特征与涂装的刷涂方式相符;4 号试板为基体锈蚀+中间漆未干透,条带状特
征与刷涂方式相符,椭圆形的缺陷区域也与预制的锈蚀区域相符。
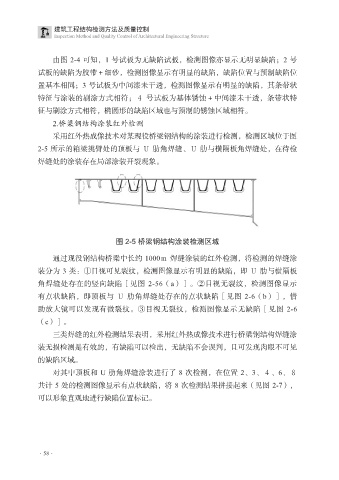
2.桥梁钢结构涂装红外检测
采用红外热成像技术对某现役桥梁钢结构的涂装进行检测,检测区域位于图
2-5 所示的箱梁挑臂处的顶板与 U 肋角焊缝、U 肋与横隔板角焊缝处,在待检
焊缝处的涂装存在局部涂装开裂现象。
图 2-5 桥梁钢结构涂装检测区域
通过现役钢结构桥梁中长约 1000m 焊缝涂装的红外检测,将检测的焊缝涂
装分为 3 类:①目视可见裂纹,检测图像显示有明显的缺陷,即 U 肋与横隔板
角焊缝处存在的竖向缺陷[见图 2-56(a)]。②目视无裂纹,检测图像显示
有点状缺陷,即顶板与 U 肋角焊缝处存在的点状缺陷[见图 2-6(b)],借
助放大镜可以发现有微裂纹。③目视无裂纹,检测图像显示无缺陷[见图 2-6
(c)]。
三类焊缝的红外检测结果表明,采用红外热成像技术进行桥梁钢结构焊缝涂
装无损检测是有效的,有缺陷可以检出,无缺陷不会误判,且可发现肉眼不可见
的缺陷区域。
对其中顶板和 U 肋角焊缝涂装进行了 8 次检测,在位置 2、3、4、6、8
共计 5 处的检测图像显示有点状缺陷,将 8 次检测结果拼接起来(见图 2-7),
可以形象直观地进行缺陷位置标记。
·58·