
Page 38 - 现代航空维修理论及应用研究
P. 38
Research on Modern Aviation Maintenance Theory and Application
现代航空维修理论及应用研究
胎体帘布的宽度远大于胎体鼓的宽度,两侧胎体帘布悬出较长,没有支撑,在贴
合内衬层和胎体帘布时无法形成规则圆筒,且帘布层间无法紧密贴合,容易产生
气泡,也无法采用机械滚压把几层胎体帘布压实,影响后续工序,严重影响轮胎
成型质量。第二,胎圈根部打褶问题。胎体成型既有正包又有反包,胎体帘布正
包后在胎圈根部形成严重不均匀褶皱,并会形成死褶,严重影响胎体成型质量,
且需要人工进行辅助,成型质量不稳定,成型效率低。
分析胎圈根部形成严重不均匀褶皱的主要原因如下。第一,胎体筒不规则。
贴合的胎体筒为不规则胎体筒,在进行正包时胎体筒沿圆周方向受力不均匀。第
二,胎体帘布层数及帘线特性导致,即胎线轮胎胎体骨架材料为特殊材料,胎体
帘线比斜交轮胎胎体帘线粗且硬,强度较大,正包的阻力较大。第三,胎体贴合
鼓的折叠比较大。航空子午线轮胎为保证胎体强度,设计时胎体直径比胎圈直径
要大很多,折叠比较大,折叠比为胎体鼓贴合直径与胎圈直径的比值。由此可见,
采用传统正反包成型技术无法实现航空子午线轮胎胎体的正反包,正反包过程中
胎圈根部会出现不均匀打褶。
(二)正反包技术的实现
一段胎体正反包技术是航空子午线轮胎成型机研制成功的关键技术。针对上
述问题,采取相应的解决措施,以便在胎圈根部形成均匀褶皱,保证航空子午线
轮胎的成型质量。
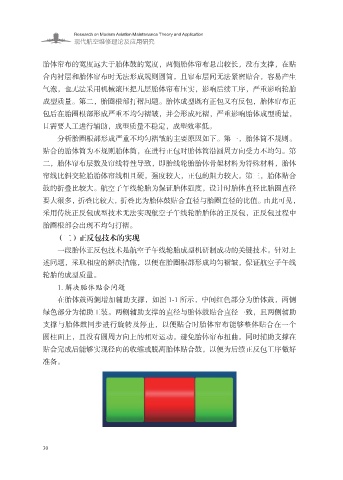
1. 解决胎体贴合问题
在胎体鼓两侧增加辅助支撑,如图 1-1 所示,中间红色部分为胎体鼓,两侧
绿色部分为辅助工装。两侧辅助支撑的直径与胎体鼓贴合直径一致,且两侧辅助
支撑与胎体鼓同步进行旋转及停止,以便贴合时胎体帘布能够整体贴合在一个
圆柱面上,且没有圆周方向上的相对运动,避免胎体帘布扭曲。同时辅助支撑在
贴合完成后能够实现径向的收缩或脱离胎体贴合鼓,以便为后续正反包工序做好
准备。
30