
Page 43 - 现代航空维修理论及应用研究
P. 43
第一章 航空轮胎材料性能
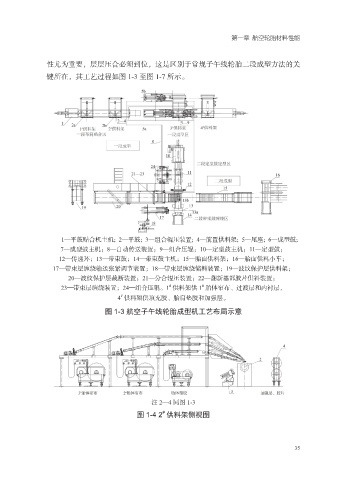
性尤为重要,层层压合必须到位,这是区别于常规子午线轮胎二段成型方法的关
键所在,其工艺过程如图 1-3 至图 1-7 所示。
1—平鼓贴合机主机;2—平鼓;3—组合辊压装置;4—前置供料架;5—尾座;6—成型鼓;
7—成型鼓主机;8—自动传送装置;9—组合压辊;10—定型鼓主机;11—定型鼓;
12—传递环;13—带束鼓;14—带束鼓主机;15—胎面供料架;16—胎面供料小车;
17—带束层缠绕输送张紧调节装置;18—带束层缠绕储料装置;19—波纹保护层供料架;
20—波纹保护层裁断装置;21—分合辊压装置;22—翻新基部胶片供料装置;
#
#
23—带束层缠绕装置;24—组合压辊。1 供料架供 1 胎体帘布、过渡层和内衬层,
#
4 供料架供填充胶、胎肩垫胶和加强层。
图 1-3 航空子午线轮胎成型机工艺布局示意
注 2—4 同图 1-3
#
图 1-4 2 供料架侧视图
35