
Page 47 - 现代航空维修理论及应用研究
P. 47
第一章 航空轮胎材料性能
层胎体帘布时都要进行胎体覆胶的贴合。胎体覆胶是现有压延设备所能生产的最
薄胶片。此种工艺和结构设计有利于提高轮胎的抗冲击性能、部件之间的结合力
和轮胎的整体性能。一段布筒(反包层)贴合包括:第 1 层纤维胎体帘布、第 1
层胎体覆胶贴合;第 2 层纤维胎体帘布、第 2 层胎体覆胶贴合;第 3 层纤维胎体
帘布、第 3 层胎体覆胶贴合;1 层对称两块钢丝圈加强层、三角胶粘合胶片贴合。
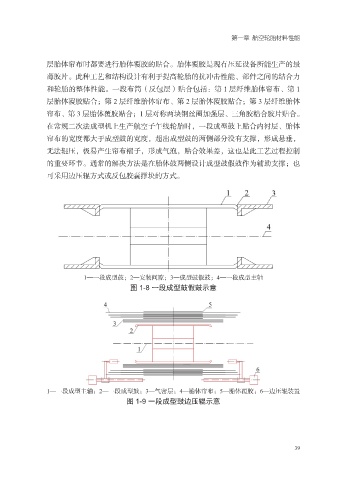
在常规二次法成型机上生产航空子午线轮胎时,一段成型鼓上贴合内衬层、胎体
帘布的宽度都大于成型鼓的宽度,超出成型鼓的两侧部分没有支撑,形成悬垂,
无法辊压,极易产生帘布褶子,形成气泡,贴合效果差,这也是此工艺过程控制
的重要环节。通常的解决方法是在胎体鼓两侧设计成型鼓假鼓作为辅助支撑;也
可采用边压辊方式或反包胶囊撑块的方式。
1—一段成型鼓;2—安装间隙;3—成型鼓假鼓;4—一段成型主轴
图 1-8 一段成型鼓假鼓示意
1—一段成型主轴;2—一段成型鼓;3—气密层;4—胎体帘布;5—胎体覆胶;6—边压辊装置
图 1-9 一段成型鼓边压辊示意
39