
Page 48 - 现代航空维修理论及应用研究
P. 48
Research on Modern Aviation Maintenance Theory and Application
现代航空维修理论及应用研究
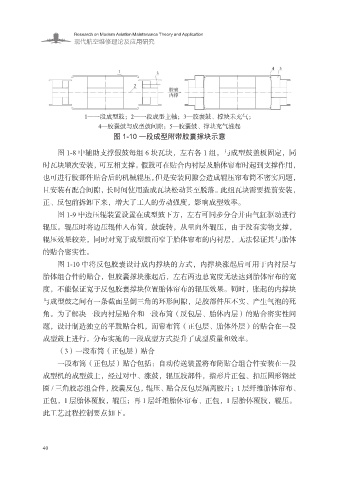
1—一段成型鼓;2—一段成型主轴;3—胶囊鼓、撑块未充气;
4—胶囊鼓与成型鼓间隙;5—胶囊鼓、撑块充气涨起
图 1-10 一段成型附带胶囊撑块示意
图 1-8 中辅助支撑假鼓每组 6 块瓦块,左右各 1 组,与成型鼓盖板固定,同
时瓦块顺次安装,可互相支撑。假鼓可在贴合内衬层及胎体帘布时起到支撑作用,
也可进行胶部件贴合后的机械辊压,但是安装间隙会造成辊压帘布筒不密实问题,
且安装有配合间隙,长时间使用造成瓦块松动甚至脱落。此组瓦块需要提前安装,
正、反包前拆卸下来,增大了工人的劳动强度,影响成型效率。
图 1-9 中边压辊装置设置在成型鼓下方,左右可同步分合并由气缸驱动进行
辊压。辊压时将边压辊伸入布筒,鼓旋转,从里向外辊压,由于没有实物支撑,
辊压效果较差,同时对宽于成型鼓而窄于胎体帘布的内衬层,无法保证其与胎体
的贴合密实性。
图 1-10 中将反包胶囊设计成内撑块的方式,内撑块涨起后可用于内衬层与
胎体组合件的贴合,但胶囊撑块涨起后,左右两边总宽度无法达到胎体帘布的宽
度,不能保证宽于反包胶囊撑块位置胎体帘布的辊压效果。同时,胀起的内撑块
与成型鼓之间有一条截面呈倒三角的环形间隙,是胶部件压不实、产生气泡的死
角。为了解决一段内衬层贴合和一段布筒(反包层、胎体内层)的贴合密实性问
题,设计制造独立的平鼓贴合机,而帘布筒(正包层、胎体外层)的贴合在一段
成型鼓上进行,分布实施的一段成型方式提升了成型质量和效率。
(3)一段布筒(正包层)贴合
一段布筒(正包层)贴合包括:自动传送装置将布筒贴合组合件安装在一段
成型机的成型鼓上,经过对中、涨鼓,辊压胶部件,指形片正包、扣压圆形钢丝
圈 / 三角胶芯组合件,胶囊反包,辊压、贴合反包层隔离胶片;1 层纤维胎体帘布、
正包,1 层胎体覆胶,辊压;再 1 层纤维胎体帘布、正包,1 层胎体覆胶,辊压。
此工艺过程控制要点如下。
40